NTP 495: Soldadura oxiacetilénica y oxicorte: normas de seguridad
Soudage et oxicoupage: normes de securité
Oxyacetylene welding and cutting: Safety Standards
Redactor: José MŞ Tamborero del Pino
Ingeniero Industrial
CENTRO NACIONAL DE CONDICIONES DE TRABAJO
Los gases en estado comprimido son en la actualidad prácticamente
indispensables para llevar a cabo la mayoría de los procesos de soldadura. Por su gran
capacidad inflamable, el gas más utilizado es el acetileno que, combinado con el
oxígeno, es la base de la soldadura oxiacetilénica y oxicorte, el tipo de soldadura por
gas más utilizado.
Por otro lado y a pesar de que los recipientes que contienen gases
comprimidos se construyen de forma suficientemente segura, todavía se producen muchos
accidentes por no seguir las normas de seguridad relacionadas con las operaciones
complementarias de manutención, transporte, almacenamiento y las distintas formas de
utilización.
En esta NTP tratamos las instalaciones no fijas de soldadura
oxiacetilénica por alta presión donde tanto el oxígeno como el gas combustible
(acetileno, hidrógeno, etc.) que alimentan el soplete proceden de las botellas que los
contienen a alta presión. Es conveniente resaltar que la llama de un soplete de
acetileno/oxígeno puede llegar a alcanzar una temperatura por encima de los 3100 oC
aumentando de esta forma la peligrosidad de este tipo de soldadura.
El objetivo de esta NTP es dar a conocer los distintos riesgos y
factores de riesgo asociados a los trabajos de soldadura oxiacetilénica y oxicorte, las
operaciones de almacenamiento y manipulación de botellas así como el enunciado de una
serie de normas de seguridad; finalmente se dan normas reglamentarias relacionadas con el
almacenamiento de gases inflamables. Previamente, como introducción al tema, se reseńan
las características más importantes de los elementos que componen los equipos de
soldadura oxiacetilénica.
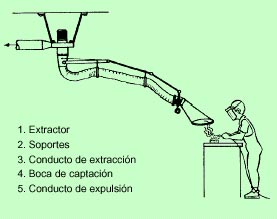
Además de las dos botellas móviles que contienen el combustible
y el comburente, los elementos principales que intervienen en el proceso de soldadura
oxiacetilénica son los manorreductores, el soplete, las válvulas antirretroceso y las
mangueras. (Ver fig. 1)
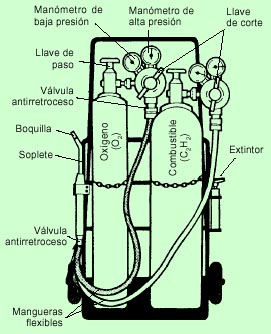 |
Los manorreductores pueden ser de uno o dos grados de reducción
en función del tipo de palanca o membrana. La función que desarrollan es la
transformación de la presión de la botella de gas (150 atm) a la presión de trabajo (de
0,1 a 10 atm) de una forma constante. Están situados entre las botellas y los sopletes.
Es el elemento de la instalación OXIACETILÉNICA
que efectúa la mezcla de gases. Pueden ser de alta presión en el que la presión de
ambos gases es la misma, o de baja presión en el que el oxígeno (comburente) tiene una
presión mayor que el acetileno (combustible). Las partes principales del soplete son las
dos conexiones con las mangueras, dos llaves de regulación, el inyector, la cámara de
mezcla y la boquilla. |
Fig.
1: Elementos principales de una instalación móvil de soldadura por gas |
Son dispositivos de seguridad instalados en las conducciones y que
sólo permiten el paso de gas en un sentido impidiendo, por tanto, que la llama pueda
retroceder. Están formadas por una envolvente, un cuerpo metálico, una válvula de
retención y una válvula de seguridad contra sobrepresiones. Pueden haber más de una por
conducción en función de su longitud y geometría.
Las conducciones sirven para conducir los gases desde las botellas
hasta el soplete. Pueden ser rígidas o flexibles.
Riesgos y factores de riesgo
Incendio y/o explosión durante los procesos de encendido y
apagado, por utilización incorrecta del soplete, montaje incorrecto o estar en mal estado
También se pueden producir por retorno de la llama o por falta de orden o limpieza.
Exposiciones a radiaciones en las bandas de UV visible e IR del
espectro en dosis importantes y con distintas intensidades energéticas, nocivas para los
ojos, procedentes del soplete y del metal incandescente del arco de soldadura.
Quemaduras por salpicaduras de metal incandescente y contactos
con los objetos calientes que se están soldando.
Proyecciones de partículas de piezas trabajadas en diversas
partes del cuerpo.
Exposición a humos y gases de soldadura, por factores de riesgo
diversos, generalmente por sistemas de extracción localizada inexistentes o ineficientes.
Almacenamiento y manipulación de botellas
Normas de seguridad frente a incendios/explosiones en trabajos de
soldadura
Los riesgos de incendio y/o explosión se pueden prevenir
aplicando una serie de normas de seguridad de tipo general y otras específicas que hacen
referencia a la utilización de las botellas, las mangueras y el soplete. Por otra parte
se exponen normas a seguir en caso de retorno de la llama.
Se prohíben las trabajos de soldadura y corte, en locales donde
se almacenen materiales inflamables, combustibles, donde exista riesgo de explosión o en
el interior de recipientes que hayan contenido sustancias inflamables.
Para trabajar en recipientes que hayan contenido sustancias
explosivas o inflamables, se debe limpiar con agua caliente y desgasificar con vapor de
agua, por ejemplo. Además se comprobará con la ayuda de un medidor de atmósferas
peligrosas (explosímetro), la ausencia total de gases.
Se debe evitar que las chispas producidas por el soplete
alcancen o caigan sobre las botellas, mangueras o líquidos inflamables.
No utilizar el oxígeno para limpiar o soplar piezas o
tuberías, etc., o para ventilar una estancia, pues el exceso de oxígeno incrementa el
riesgo de incendio.
Los grifos y los manorreductores de las botellas de oxígeno
deben estar siempre limpios de grasas, aceites o combustible de cualquier tipo. Las grasas
pueden inflamarse espontáneamente por acción del oxígeno.
Si una botella de acetileno se calienta por cualquier motivo,
puede explosionar; cuando se detecte esta circunstancia se debe cerrar el grifo y
enfriarla con agua, si es preciso durante horas.
Si se incendia el grifo de una botella de acetileno, se tratará
de cerrarlo, y si no se consigue, se apagará con un extintor de nieve carbónica o de
polvo.
Después de un retroceso de llama o de un incendio del grifo de
una botella de acetileno, debe comprobarse que la botella no se calienta sola.
Utilización de
botellas: Seguridad
Las botellas deben estar perfectamente identificadas en todo
momento, en caso contrario deben inutilizarse y devolverse al proveedor.
Todos los equipos, canalizaciones y accesorios deben ser los
adecuados a la presión y gas a utilizar.
Las botellas de acetileno llenas se deben mantener en posición
vertical, al menos 12 horas antes de ser utilizadas. En caso de tener que tumbarlas, se
debe mantener el grifo con el orificio de salida hacia arriba, pero en ningún caso a
menos de 50 cm del suelo.
Los grifos de las botellas de oxígeno y acetileno deben
situarse de forma que sus bocas de salida apunten en direcciones opuestas.
Las botellas en servicio deben estar libres de objetos que las
cubran total o parcialmente.
Las botellas deben estar a una distancia entre 5 y 10 m de la
zona de trabajo.
Antes de empezar una botella comprobar que el manómetro marca
“cero” con el grifo cerrado.
Si el grifo de una botella se atasca, no se debe forzar la
botella, se debe devolver al suministrador marcando convenientemente la deficiencia
detectada.
Antes de colocar el manorreductor, debe purgarse el grifo de la
botella de oxígeno, abriendo un cuarto de vuelta y cerrando a la mayor brevedad.
Colocar el manorreductor con el grifo de expansión totalmente
abierto; después de colocarlo se debe comprobar que no existen fugas utilizando agua
jabonosa, pero nunca con llama. Si se detectan fugas se debe proceder a su reparación
inmediatamente.
Abrir el grifo de la botella lentamente; en caso contrario el
reductor de presión podría quemarse.
Las botellas no deben consumirse completamente pues podría
entrar aire. Se debe conservar siempre una ligera sobrepresión en su interior.
Cerrar los grifos de las botellas después de cada sesión de
trabajo. Después de cerrar el grifo de la botella se debe descargar siempre el
manorreductor, las mangueras y el soplete.
La llave de cierre debe estar sujeta a cada botella en servicio,
para cerrarla en caso de incendio. Un buen sistema es atarla al manorreductor.
Las averías en los grifos de las botellas debe ser solucionadas
por el suministrador, evitando en todo caso el desmontarlos.
No sustituir las juntas de fibra por otras de goma o cuero.
Si como consecuencia de estar sometidas a bajas temperaturas se
hiela el manorreductor de alguna botella utilizar pańos de agua caliente para
deshelarlas.
Mangueras: Seguridad
Las mangueras deben estar siempre en perfectas condiciones de
uso y sólidamente fijadas a las tuercas de empalme.
Las mangueras deben conectarse a las botellas correctamente
sabiendo que las de oxígeno son rojas y las de acetileno negras, teniendo estas últimas
un diámetro mayor que las primeras.
Se debe evitar que las mangueras entren en contacto con
superficies calientes, bordes afilados, ángulos vivos o caigan sobre ellas chispas
procurando que no formen bucles.
Las mangueras no deben atravesar vías de circulación de
vehículos o personas sin estar protegidas con apoyos de paso de suficiente resistencia a
la compresión.
Antes de iniciar el proceso de soldadura se debe comprobar que
no existen pérdidas en las conexiones de las mangueras utilizando agua jabonosa, por
ejemplo. Nunca utilizar una llama para efectuar la comprobación.
No se debe trabajar con las mangueras situadas sobre los hombros
o entre las piernas.
Las mangueras no deben dejarse enrolladas sobre las ojivas de
las botellas.
Después de un retorno accidental de llama, se deben desmontar
las mangueras y comprobar que no han sufrido dańos. En caso afirmativo se deben sustituir
por unas nuevas desechando las deterioradas.
Soplete:
Seguridad
El soplete debe manejarse con cuidado y en ningún caso se
golpeará con él.
En la operación de encendido debería seguirse la siguiente
secuencia de actuación:
Abrir lentamente y ligeramente la válvula del soplete
correspondiente al oxígeno.
Abrir la válvula del soplete correspondiente al acetileno
alrededor de 3/4 de vuelta.
Encender la mezcla con un encendedor o llama piloto.
Aumentar la entrada del combustible hasta que la llama no
despida humo.
Acabar de abrir el oxígeno según necesidades.
Verificar el manorreductor.
En la operación de apagado debería cerrarse primero la
válvula del acetileno y después la del oxígeno.
No colgar nunca el soplete en las botellas, ni siquiera apagado.
No depositar los sopletes conectados a las botellas en
recipientes cerrados.
La reparación de los sopletes la deben hacer técnicos
especializados.
Limpiar periódicamente las toberas del soplete pues la suciedad
acumulada facilita el retorno de la llama. Para limpiar las toberas se puede utilizar una
aguja de latón.
Si el soplete tiene fugas se debe dejar de utilizar
inmediatamente y proceder a su reparación. Hay que tener en cuenta que fugas de oxígeno
en locales cerrados pueden ser muy peligrosas.
Retorno de llama:
Seguridad
En caso de retorno de la llama se deben seguir los siguientes
pasos:
Cerrar la llave de paso del oxígeno interrumpiendo la
alimentación a la llama interna.
Cerrar la llave de paso del acetileno y después las llaves de
alimentación de ambas botellas.
Las radiaciones que produce la soldadura oxiacetilénica son muy
importantes por lo que los ojos y la cara del operador deberán protegerse adecuadamente
contra sus efectos utilizando gafas de montura integral combinados con protectores de
casco y sujeción manual adecuadas al tipo de radiaciones emitidas. El material puede ser
el plástico o nylon reforzados, con el inconveniente de que son muy caros, o las fibras
vulcanizadas.
Para proteger adecuadamente los ojos se utilizan filtros y placas
filtrantes que deben reunir una serie de características que se recogen en tres tablas;
en una primera tabla se indican los valores y tolerancias de transmisión de los distintos
tipos de filtros y placas filtrantes de protección ocular frente a la luz de intensidad
elevada. Las definiciones de los factores de transmisión vienen dados en la ISO 4007 y su
determinación está descrita en el cap. 5 de la ISO 4854. Los factores de transmisión de
los filtros utilizados para la soldadura y las técnicas relacionadas vienen relacionadas
en la tabla 1 de la NTP 494.
Por otro lado, para elegir el filtro adecuado (nş de escala) en
función del grado de protección se utilizan otras dos tablas que relacionan el tipo de
trabajo de soldadura realizado con los caudales de oxígeno (operaciones de corte) o los
caudales de acetileno ( soldaduras y soldadura fuerte con gas). Se puede observar que el
número de escala exigido aumenta según aumenta el caudal por hora. Ver tablas 1 y 2.
Protección vista en soldadura y oxicorte
| Tabla 1. Escalonado de protección que
debe utilizarse en operaciones de soldadura y soldadura fuerte con gas |
|
|
Notas:
- Cuando en la soldadura con gas se emplea un flux la luz emitida por la fuente es
muy rica en luz monocromática correspondiente al tipo de flux empleado. Para suprimir la
molestia debida a esta emisión monocromática, se recomienda utilizar filtros o
combinaciones de filtros que tengan una absorción selectiva según el tipo de flux
empleado. Los filtros indicados con letra “a” cumplen estas condiciones.
- Según las condiciones de uso, puede emplearse la escala inmediatamente superior o
inferior
|
| Tabla 2. Escalonado de protección que
deben utilizar se en operaciones de oxicorte |
|
|
Notas
- Según las condiciones de uso, puede emplearse la escala inmediatamente superior o
inferior
- Los valores de 900 a 2000 y de 2000 a 8000 litros por hora de oxígeno corresponden
muy aproximadamente al uso de orificios de corte de 1,5 y 2 mm de diámetro, respectiva
mente.
|
Será muy conveniente el uso de placas filtrantes fabricadas de
cristal soldadas que se oscurecen y aumentan la capacidad de protección en cuanto se
enciende el arco de soldadura; tienen la ventaja que el oscurecimiento se produce casi
instantáneamente, y en algunos tipos en tan sólo 0,1 ms. Las pantallas o gafas deben ser
reemplazadas cuando se rayen o deterioren.
Para prevenir las quemaduras por salpicaduras, contactos con
objetos calientes o proyecciones, deben utilizarse los equipos de protección individual
reseńados en el apartado correspondiente de ésta NTP.
Siempre que sea posible se trabajará en zonas o recintos
especialmente preparados para ello y dotados de sistemas de ventilación general y
extracción localizada suficientes para eliminar el riesgo.
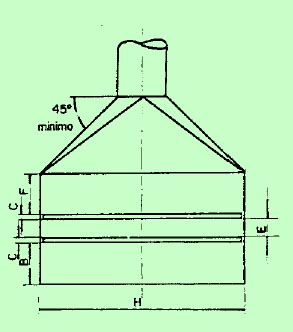
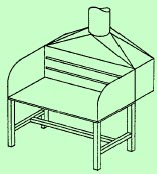
Es recomendable que los trabajos de soldadura se realicen en
lugares fijos. Si el tamańo de las piezas a soldar lo permite es conveniente disponer de
mesas especiales dotadas de extracción localizada lateral. En estos casos se puede
conseguir una captación eficaz mediante una mesa con extracción a través de rendijas en
la parte posterior (fig. 2).
 |
 |
|
 |
| Fig.
2: Mesa fija de soldadura con extracción posterior. Cotas recomendadas |
El caudal de aspiración recomendado es de 2000 m3/h
por metro de longitud de la mesa. La velocidad del aire en las rendijas debe ser como
mínimo de 5 m/s. La eficacia disminuye mucho si la anchura de la mesa rebasa los 60 o 70
cm. La colocación de pantallas en los extremos de la mesa, según se puede ver en la Fig.
2 mejora la eficacia de la extracción.
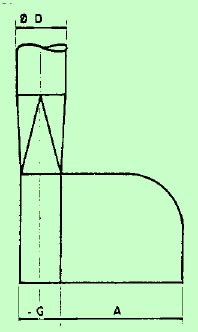
Cuando es preciso desplazarse debido al gran tamańo de la pieza a
soldar se deben utilizar sistemas de aspiración desplazables. (fig. 3). El caudal de
aspiración está relacionado con la distancia entre el punto de soldadura y la boca de
aspiración. Ver Tabla 3.
| Fig. 3: Sistema de extracción localizada móvil |
Tabla 3. Relación
entre el caudal de aspiración y la distancia al punto de soldadura de la boca de
aspiración |
 |
|
Nota: La distancia entre la boca de
aspiración y el punto de soldadura debe respetarse al máximo pues la velocidad de la
corriente de aire creada por la campana disminuye rápidamente con la distancia perdiendo
eficacia el sistema. |
Si bien no es objeto de esta NTP, cabe reseńar la importancia de
adoptar medidas especiales de prevención frente a la exposición a contaminantes
químicos, cuando se trate de aleaciones o revestimientos que puedan contener metales como
el Cr, Ni, Cd, Zn, Pb, etc., todos ellos de alta toxicidad.
Normas reglamentarias de manipulación y almacenamiento
En general se aplicará dentro del Reglamento de almacenamiento de
productos químicos la ITC-MIE-APQ-005 sobre Almacenamiento de botellas y botellones de
gases comprimidos, licuados y disueltos a presión (O.21.07.1992, B.O.E. de 14.08.1992).
De esta ITC entresacamos los aspectos más relevantes.
Emplazamiento
de botellas
No deben ubicarse en locales subterráneos o en lugares con
comunicación directa con sótanos, huecos de escaleras, pasillos, etc.
Los suelos deben ser planos, de material difícilmente
combustible y con características tales que mantengan el recipiente en perfecta
estabilidad.
Ventilación de botellas
En las áreas de almacenamiento cerradas la ventilación será
suficiente y permanente, para lo que deberán disponer de aberturas y huecos en
comunicación directa con el exterior y distribuidas convenientemente en zonas altas y
bajas. La superficie total de las aberturas será como mínimo 1/18 de la superficie total
del área de almacenamiento.
Instalación eléctrica
Protección contra
incendios
Indicar mediante seńalización la prohibición de fumar.
Las botellas deben estar alejadas de llamas desnudas, arcos
eléctricos, chispas, radiadores u otros focos de calor.
Proteger las botellas contra cualquier tipo de proyecciones
incandescentes.
Si se produce un incendio se deben desalojar las botellas del
lugar de incendio y se hubieran sobrecalentado se debe proceder a enfriarse con abundante
agua.
Medidas
complementarias: botellas
Utilizar códigos de colores normalizados para identificar y
diferenciar el contenido de las botellas.
Proteger las botellas contra las temperaturas extremas, el
hielo, la nieve y los rayos solares.
Se debe evitar cualquier tipo de agresión mecánica que pueda
dańar las botellas como pueden ser choques entre sí o contra superficies duras.
Las botellas con caperuza no fija no deben asirse por ésta. En
el desplazamiento, las botellas, deben tener la válvula cerrada y la caperuza debidamente
fijada.
Las botellas no deben arrastrarse, deslizarse o hacerlas rodar
en posición horizontal. Lo más seguro en moverlas con la ayuda de una carretilla
diseńada para ello y debidamente atadas a la estructura de la misma. En caso de no
disponer de carretilla, el traslado debe hacerse rodando las botellas, en posición
vertical sobre su base o peana.
No manejar las botellas con las manos o guantes grasientos.
Las válvulas de las botellas llenas o vacías deben cerrarse
colocándoles los capuchones de seguridad.
Las botellas se deben almacenar siempre en posición vertical.
No se deben almacenar botellas que presenten cualquier tipo de
fuga. Para detectar fugas no se utilizarán llamas, sino productos adecuados para cada
gas.
Para la carga/descarga de botellas está prohibido utilizar
cualquier elemento de elevación tipo magnético o el uso de cadenas, cuerdas o eslingas
que no estén equipadas con elementos que permitan su izado con su ayuda.
Las botellas llenas y vacías se almacenarán en grupos
separados.
Otras normas
no reglamentarias: botellas
Almacenar las botellas al sol de forma prolongada no es
recomendable, pues puede aumentar peligrosamente la presión en el interior de las
botellas que no están diseńadas para soportar temperaturas superiores a los 54oC.
Guardar las botellas en un sitio donde no se puedan manchar de
aceite o grasa.
Si una botella de acetileno permanece accidentalmente en
posición horizontal, se debe poner vertical, al menos doce horas antes de ser utilizada.
Si se cubrieran de hielo se debe utilizar agua caliente para su eliminación antes de
manipularla.
Manipular todas las botellas como si estuvieran llenas.
 |
En caso de utilizar un equipo de
manutención mecánica para su desplazamiento, las botellas deben depositarse sobre una
cesta, plataforma o carro apropiado con las válvulas cerradas y tapadas con el capuchón
de seguridad. |
 |
Las cadenas o cables metálicos o incluso los cables
recubiertos de caucho no deben utilizarse para elevar y transportar las botellas pues
pueden deslizarse (fig. 5). |
| Fig. 4: Tipo de
plataforma de transporte de botellas |
Fig. 5: Indicador
de prohibición de utilización de cadenas o cables para transportar botellas de gas |
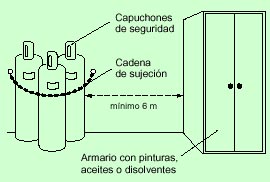 |
Cuando existan materias inflamables como la pintura, aceite o
disolventes aunque estén en el interior de armarios espaciales, se debe respetar una
distancia mínima de 6 m. |
|
|
| Fig. 6: Distancia de seguridad
entre botellas almacenadas y un armario con pinturas, aceites o disolventes. |
Normas reglamentarias sobre clases de almacenes
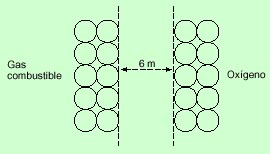 |
Las botellas de oxígeno
y de acetileno deben almacenarse por separado dejando una distancia mínima de 6 m siempre
que no haya un muro de separación.
En el caso de que exista un muro de separación se pueden
distinguir dos casos:
Muro aislado: la altura del muro debe ser de 2 m como mínimo y
0,5 m por encima de la parte superior de las botellas (fig. 8). Además la distancia desde
el extremo de la zona de almacenamiento en sentido horizontal y la resistencia al fuego
del muro es función de la clase de almacén según se puede ver en la Tabla 4.
|
| Fig.
7: Almacenamiento de botellas sin muro de separación |
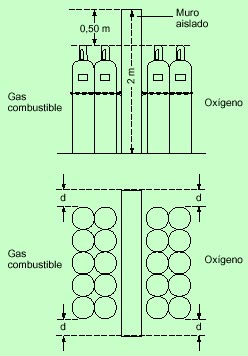 |
Fig.
8: Almacenamiento de botellas separadas por un muro aislado |
| Tabla
4. Relación entre la clase de almacén, la distancia y la resistencia al fuego |
|
|
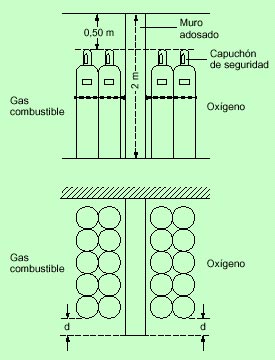
Muro adosado a la pared: se debe cumplir lo mismo que lo
indicado para el caso de muro aislado con la excepción que las botellas se pueden
almacenar junto a la pared y la distancia en sentido horizontal sólo se debe respetar
entre el final de la zona de almacenamiento de botellas y el muro de separación (fig. 9).
 |
El equipo obligatorio de protección individual, se compone de:
Polainas de cuero
Calzado de seguridad
Yelmo de soldador (Casco y careta de protección)
Pantalla de protección de sustentación manual
Guantes de cuero de manga larga
Manguitos de cuero
Mandil de cuero
Casco de seguridad, cuando el trabajo así lo requiera
|
| Fig. 9: Almacenamiento de
botellas separadas por un muro adosado a la pared |
Además el operario no debe trabajar con la ropa manchada de
grasa, disolventes o cualquier otra sustancia inflamable. Cuando se trabaje en altura y
sea necesario utilizar cinturón de seguridad, éste se deberá proteger para evitar que
las chipas lo puedan quemar.
(1) Reglamento de Aparatos a Presión
R.D. 1244/1979, de 4.04 (M. Ind. y E. BB.OO. E., 29.05, rect. 28.06.1979, completado por
las Instrucciones Técnicas Complementarias ITC-MIE-AP.
(2) Reglamento de Almacenamiento de Productos Químicos
R.D. 668/1980, de 8.02 (M. Ind. y E., B.O.E. 14.04.1980), completado por las Instrucciones
Técnicas Complementarias ITC-MIE-APQ.
(3) Norma Internacional ISO 4850-1979.