Récipoents plastiques: conditions générals de sécurité
Plastics containers: general safety conditions
Redactor:
José Mª Tamborero del Pino
Ingeniero Industrial
CENTRO NACIONAL DE CONDICIONES DE TRABAJO
Dada la extensión necesaria para tratar este tema, se ha dividido su contenido en dos Notas técnicas. En la primera se recogen las características y las condiciones generales de seguridad que deben reunir los envases plásticos y en la segunda las causas de los accidentes y las medidas preventivas. |
Las formas más variadas que existen en el mercado hacen que muchas veces el envase se elija más por su forma mas o menos bonita que pensando en la utilización que va a tener por parte del consumidor y su facilidad de manipulación.
Además la sujeción, la manipulación y el almacenamiento de los envases plásticos se hacen más difíciles ya que sus superficies son completamente lisas.
Los envases están muchas veces desprovistos de todo dispositivo de sujeción. Esto obliga al operario que debe manipularlo a ejercer sobre sus paredes una cierta presión, que si la rigidez del contenido en insuficiente, puede dar origen a la proyección del producto y sus consecuencias peligrosas.
En el caso de envases de capacidad más importante dotados de un asa, la ausencia de una segunda asa de sujeción no permite una manutención correcta del envase, sobre todo en el caso de que las paredes sean totalmente lisas.
Otro problema puede ser que el envase disponga de dos asas de sujeción pero su situación en las proximidades del tapón de cierre puede dar origen a la hora de cogerlo de un atrapamiento de las manos entre las asas y el propio tapón.
Además cuando existen asas independientes existe el riesgo de ruptura de los mismos sobretodo en los puntos de unión con el propio envase al no estar perfectamente calculadas para resistir el peso del envase lleno.
En los envases con sólo una abertura, sobretodo de un diámetro pequeño, cuando se empieza a trasvasar, el líquido impulsado por el aire sale de forma irregular, pudiendo provocar derrames incontrolados de su contenido de consecuencias peligrosas.
También pueden provocarse proyecciones de líquidos en el momento de la abertura del único tapón de cierre, que normalmente va acompañado de una sobrepresión sobre las paredes laterales del envase mas o menos rígido.
Este mismo problema surge al sacar las cápsulas interiores que se encuentran hundidas en la parte superior del estrangulamiento existente en el envase para alojar el tapón, con objeto de mejorar la estanqueidad del mismo. Tal problema se acrecienta cuando, en envases pequeños, mientras con una mano se sujetan presionándolos, con la otra se extrae el tapón a presión.
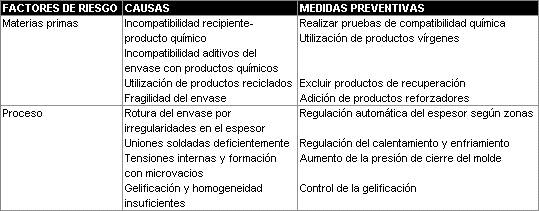
Las materias primas influyen en la actualización de distintos riesgos derivados de su ulterior utilización en base a las siguientes causas:
Incompatibilidades químicas
El PVC es atacado por los hidrocarburos clorados, los ésteres y las cetonas, además el polietileno se hincha al entrar en contacto con los hidrocarburos aromáticos, principalmente el tolueno y se puede fisurar en contacto con los alcoholes. Por otro lado, los disolventes que por separado son inertes pueden actuar en forma de mezcla sobre las materias plásticas debido a efectos sinérgicos. Además, la inercia química que presentan los materiales plásticos varía en función de la temperatura o la concentración del producto que contengan. Así el polietileno es ligeramente coloreado superficialmente por el ácido nítrico al 25 % y a 20 º C, mientras que sufrirá alteraciones importantes si la concentración sube al 80% y la temperatura a 60 º C.
Incompatibilidad aditivos del envase-productos
Los productos contenidos en los envases plásticos pueden extraer o afectar a los aditivos u otros elementos constitutivos de la masa plástica provocando su degradación o su despolimerización progresiva. Es el caso, por ejemplo, de las migraciones de los plastificantes, de la acción sobre los estabilizadores o sobre los radicales de las cadenas que han servido para fijar la polimerización.
Además la mayor resistencia del envase frente a todos estos productos dependerá también del espesor del mismo.
Utilización de productos reciclados
Estos productos han perdido parcialmente sus propiedades de resistencia química y mecánica debido a los tratamientos térmicos y mecánicos a los que han sido sometidos en el curso de los procesos de fabricación y reciclado precedentes. Además su origen y su composición principal no son normalmente conocidos. Por tanto estos productos presentan poca garantía en cuanto a su resistencia frente a los productos que puedan contener.
Fragilidad
La fragilidad que presentan los envases plásticos durante su utilización puede ser debida a ciertas carencias que se pueden dar durante la preparación de la composición de las materias primas.
Cada uno de los procesos de fabricación explicados pueden acarrear una serie de problemas que pueden ser el origen de fisuras o roturas en los envases fabricados si no se toman las medidas técnicas adecuadas.
En el caso de la extrusión-soplado, se trata principalmente de las irregularidades en el espesor, creación de fuertes tensiones internas y de debilidades en la soldadura a lo largo de las juntas del molde. Por contra, en el caso de moldeo rotacional, si el espesor es muy regular, es difícil obtener una gelificación completa y homogénea del producto acabado. Explicamos a continuación cada uno de estos problemas.
Irregularidades en el espesor
Los espesores de los envases fabricados por extrusión-soplado son poco uniformes. Esto es debido sobre todo a las siguientes causas:
Hundimiento y estiramiento debido a su propio peso al estar todavía caliente el tubo, presentando a la salida variaciones longitudinales de espesor.
Reparto desigual del producto en el interior del molde provocando su elongación en el orificio de entrada del aire comprimido y en las formas mas o menos angulosas o irregulares del molde.
Estas irregularidades pueden tener como consecuencia:
Espesores insuficientes para resistir los diferentes esfuerzos mecánicos.
Espesores excesivos que favorecen los límites de los principios de ruptura o de desgarro.
Soldadura en la zona de unión del molde
La mínima imperfección en el cierre de las dos partes del molde (presión insuficiente de cierre, defectos de fabricación de las superficies de unión de las partes del molde) favorece la debilidad de esta zona del envase que puede tener una resistencia inferior a las otras partes del producto acabado.
Tensiones internas y formación de microvacios
Cuando el material plástico, mal conductor térmico, entra en contacto con el molde, su parte periférica, se enfría más rápidamente, comprimiéndose sobre su parte interna todavía caliente que queda entonces en descompresión en relación a la superficie. La transmisión de la presión a un material en estado semifluido será mediocre, por lo que la uniformidad del proceso se verá perturbada y en el interior de la materia surgirán tensiones internas.
También pueden originarse microfisuras que, unidas a la formación de microvacios (introducción de aire, humedad o impurezas) constituyen la base de fisuras definitivas de los envases sometidos a esfuerzos externos.
Gelificación y homogeneidad insuficientes
Este inconveniente lo encontramos principalmente en el moldeo por rotación. En efecto, en ausencia de toda mezcla mecánica intensa, la gelificación de la resina se produce únicamente por convección térmica desde el exterior del molde al interior, y equivale a un tipo de pegado progresivo del polvo de material mediante baños sucesivos. Puede de esta forma resultar que la materia plástica se distribuya de una forma heterogénea formándose zonas vulnerables, predispuestas a las fisuras y rupturas.
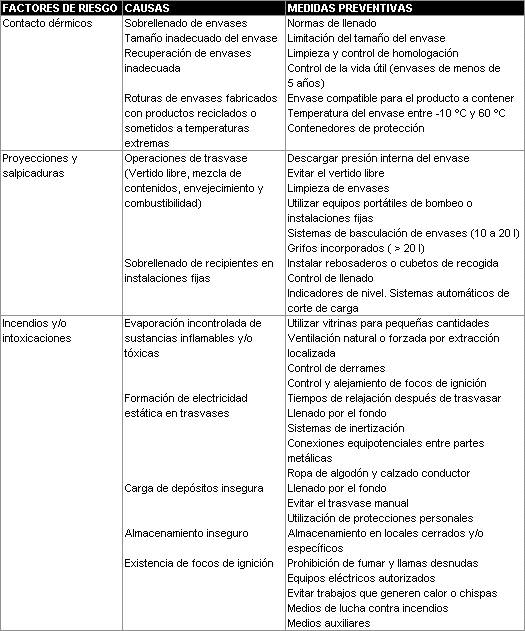
Los riesgos de contactos dérmicos se pueden actualizar debido principalmente a las siguientes causas:
Sobrellenado de envases
Un nivel de llenado de los envases incontrolado puede provocar distintos riesgos de derrames durante su transporte o utilización.
Tamaños inadecuados de envases
La capacidad de los envases que van destinados a contener líquidos inflamables o combustibles debe estar limitada para evitar las consecuencias de un posible derrame o incendio de su contenido.
Recuperación de envases inadecuada
Los pequeños envases tales como las botellas de un litro constituyen una gran parte de los envases que una vez utilizados son desechados. Sin embargo los envases de una capacidad superior, una vez recuperados sirven muchas veces para contener productos químicos peligrosos con independencia de su primer contenido. Además los envases dan muchas rotaciones y los riesgos inherentes a su utilización se ven incrementados por las condiciones particulares y, a veces, muy diferentes de almacenamiento.
Siguiendo el circuito normal de distribución, el riesgo puede verse incrementado ya que el envase pasa del fabricante al distribuidor del contenido y finalmente al consumidor.
Cuando el envase pasa al distribuidor o fabricante del contenido, el envase es llenado con el producto en cuestión y después transportado al consumidor. En esta fase del recorrido del envase los principales problemas son los de manutención de los envases ya rellenados y más frecuentemente los envases ya utilizados y devueltos por el consumidor y que conllevan problemas de limpieza, almacenamiento y vigencia de su vida útil.
Influencia de la temperatura
La termoplasticidad común a la mayoría de los plásticos, puede presentar en sí misma, cierta peligrosidad. En efecto, las temperaturas bajas endurecen el material y lo hacen más frágil o quebradizo, mientras que las temperaturas elevadas originan un reblandecimiento acompañado de una disminución de la resistencia a los esfuerzos de compresión, tracción, cizallamiento, etc. Además las variaciones frecuentes de temperatura, favorecen las tensiones internas de la materia provocando fisuras.
Los riesgos de proyecciones y salpicaduras se pueden concretar principalmente durante la realización de las operaciones de trasvases. En el curso de estas operaciones aparecen distintos factores (facilidad de rotura, mezclas incontroladas de contenidos, envejecimiento y combustibilidad) que, en ciertas condiciones, pueden agravar las consecuencias de los posibles accidentes.
Revisemos estos factores:
Facilidad de rotura
Los envases plásticos tienen la fama inexacta de ser irrompibles. Por ello resulta que muchos operarios que los manipulan tiene la falsa impresión de seguridad absoluta y el abandono de cualquier medida de precaución.
Mezcla incontrolada de contenidos
A menudo, y sobretodo en el caso de los envases con devolución, se utilizan los mismos envases para contener distintos productos por lo que se pueden producir reacciones incontroladas de una peligrosidad diversa entre los restos de un producto y los del nuevo producto. Esto se debe normalmente a una limpieza insuficiente del envase devuelto.
El riesgo es todavía de mayor importancia si los líquidos contenidos son mezclas que, por su acción sinérgica, se pueden convertir en agentes activos contra la masa plástica que constituye el envase.
Por otro lado una práctica muy frecuente consistente en diluir ácidos o álcalis en los envases es muy peligroso por el aumento de temperatura que lleva asociado y que provoca la acción degradante del líquido contra el envase, así como una disminución de su resistencia mecánica.
Envejecimiento
La masa plástica evoluciona con el paso del tiempo más o menos rápidamente y, de una forma irreversible, bajo la influencia de las condiciones externas como: radiaciones solares (principalmente los rayos U.V.), temperatura, humedad, contaminantes atmosféricos diversos, etc. Podría darse, según los casos, una modificación del color, una variación dimensional, una desecación, un aumento de la porosidad, un debilitamiento de las propiedades mecánicas, un resquebrajamiento o la aparición de fisuras, etc.; si a todo esto le sumamos los esfuerzos a los que se somete el envase durante su uso habitual, se puede afirmar que a partir de un momento determinado, el envase no está en condiciones de realizar a entera satisfacción las funciones para las que ha sido fabricado por la facilidad que tiene para fisurarse o romperse.
Combustibilidad
El polietileno y el polipropileno compuestos únicamente por carbono e hidrógeno son fácilmente combustibles por lo que tienen un riesgo importante de incendiarse en el caso de que se den las condiciones necesarias.
Los posibles incendios y explosiones que se pueden producir se deben principalmente a la evaporación incontrolada de las sustancias contenidas en los envases y sus características inflamables o tóxicas, formación de electricidad estática en trasvases, mezclas de contenidos en envases que se reutilizan sin tomar las debidas medidas de limpieza en función del producto que vaya a contener, efectuar operaciones de carga de depósitos sin tomar las debidas precauciones, almacenamiento al aire libre de envases y la existencia de distintos focos de ignición incontrolados.
Por otra parte los envases plásticos son combustibles y en tal sentido no protegen a su contenido de Una exposición a altas temperaturas.
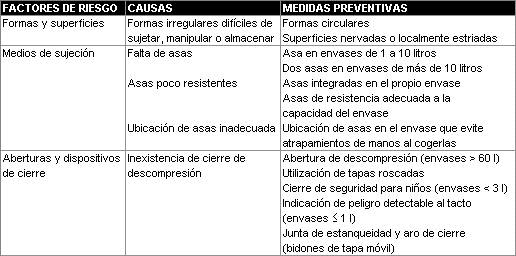
Es conveniente que los envases plásticos tengan formas simples, principalmente circulares. Además las superficies nervadas o localmente estriadas facilitan la sujeción del envase aumentando por otro lado su resistencia a la compresión.
Es recomendable un asa de sujeción para los envases superiores a 1 L. y menores de 10 L. Para los envases de capacidad superior a 10 L y menores de 25 L. son recomendables dos asas de sujeción. Para envases de 25 L o superiores se deben colocar dos asas cuya posición en el envase facilite su transporte y manipulación.
Los envases de 60 L o más deben llevar además de la abertura principal otra de descompresión para facilitar una salida normal del líquido. Esta segunda abertura podría, según los casos, estar situada en la parte inferior de una de las paredes del envase, y estar provista de un grifo. De esta forma, al tener que emplear el contenido peligroso del envase se evitaría la manutención del mismo. Es recomendable el uso de tapas roscadas en vez de las tapas de simple presión. Además se puede mejorar la estanqueidad de la tapa mediante otra tapa complementaria como puede ser: una membrana metálica de inviolabilidad, una tapa interior y una junta de PE, caucho sintético o producto similar. Otra forma de mejorar la estanqueidad del envase es utilizar los tapones de rosca de autoprecinto o de doble precinto provistos de una junta de caucho sintético situado en el fondo de la tapa. Además el envase puede llevar una lámina para el sellado por inducción.
Los envases de una capacidad inferior o igual a tres litros que contengan sustancias peligrosas destinadas al uso doméstico deberán estar provistos de un cierre de seguridad para niños.
Los envases de capacidad inferior o igual a un litro que contengan sustancias líquidas muy tóxicas, tóxicas o corrosivas destinadas a usos domésticos deberán llevar una indicación de peligro detectable al tacto.
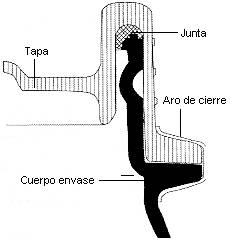
Las tapas de los bidones de tapa móvil deben llevar una junta de estanqueidad y un aro de cierre complementario (Ver Fig. 1) dotado de un sistema de apriete por palanca (Ver Fig. 2), ballesta o tornillo.
|
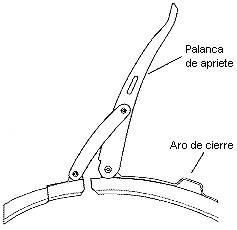 |
Fig. 1: Esquema de cierre de un bidón de tapa móvil |
Fig. 2: Sistema de cierre de palanca para tapas de bidones de tapa móvil |
Dado que los materiales plásticos del envase tienen un comportamiento distinto en función de los productos que vaya a contener éstos se deberán elegir en función de aquellos y realizando las correspondientes pruebas de compatibilidad envase-producto; todo ello con independencia de los diversos ensayos que se le hagan al envase propiamente dicho.
Para la fabricación de envases destinados a contener productos químicos peligrosos sólo se utilizarán productos vírgenes o rebabas procedentes del propio proceso de fabricación del envase y dentro de la misma serie, excluyendo cualquier producto de recuperación.
Una forma de aumentar esta resistencia consiste en adicionar a la materia prima una serie de productos llamados reforzadores tales como: negro de carbono, benzofenona, dihidroxi-2,2, compuestos fenicios o aminas, etc.
Los problemas relativos al espesor del envase pueden ser atenuados de alguna de las formas siguientes:
Modificando la forma del conducto de salida del producto, transformando el tubo o el punzón creando de esta forma espesores compensados.
Haciendo variar automáticamente y constantemente el espacio entre el conducto de salida y el punzón de forma que se asegure un aporte suplementario de materia a las zonas donde el espesor tenga mayor riesgo de ser un poco más débil (partes sometidas a elongaciones o a fuertes deformaciones). De igual forma, es posible reforzar partes que vayan a ser solicitadas de forma especial. Esta regulación se puede programar electrónicamente regulando estos espesores radial y axialmente consiguiendo el espesor deseado en cada punto del envase.
Para disminuir los efectos de un enfriamiento brusco en el molde, el moldeo se hace más progresivo y se completa en ciertas instalaciones, por un enfriamiento controlado en el interior del molde. Si se aumenta la presión de cierre del molde de forma que las superficies de unión se mantengan perfectamente planas, se previene cualquier posibilidad de que existan restos de soldaduras laterales. En el sistema de moldeo por rotación, para asegurar una buena gelificación y un reparto regular del material, se hacen intervenir diversos factores a la vez, tales como el espesor del molde, las velocidades de rotación, la retención del producto en ciertos puntos principalmente mediante la disminución periódica de las rotaciones con la ayuda de juegos de levas y la colocación adecuada de los moldes.
Cuando el contenido sea líquido, es preciso dejar un margen de llenado suficiente para garantizar que no se produzca pérdida de liquido, ni deformación duradera del envase como consecuencia de la dilatación del líquido por efecto de un aumento de la temperatura. Para garantizar el cumplimiento del margen de llenado algunos envases llevan una franja vertical transparente llamada visor de llenado que facilita el cumplimiento de los porcentajes de llenado que se indican a continuación.
Como pauta más normal el grado máximo de llenado a 15º C respetará los siguientes límites en función de la temperatura de ebullición del producto:

El grado de llenado del envase se define como:
![]()
donde a es el coeficiente medio de dilatación cúbica del líquido entre 15º C y 50º C, que vale
![]()
con |
d15 = densidad relativa del liquido a 15º C |
d50 = densidad relativa del liquido a 50º C |
|
tF = temperatura media del liquido en el momento de llenado |
Cuando se pueda desarrollar una sobrepresión en un envase como consecuencia de la liberación de gases por el contenido (debido a un incremento de temperatura o por otras causas), éste podrá estar provisto de un venteo siempre y cuando el gas producido no origine un peligro adicional por ser tóxico, inflamable o por la cantidad que pueda liberar. El respiradero debe diseñarse de forma que se eviten los escapes de líquido y/o la liberación de materias extrañas.
Antes de llenarse un envase deberá comprobarse que está exento de corrosión, contaminación u otros daños; si así sucede se reparará o se desechará definitivamente.
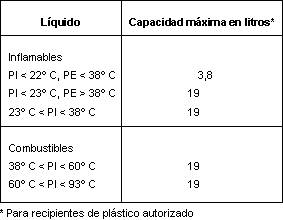
Si bien en nuestro país no existe norma legal de limitación de tamaño se apunta lo establecido en el código 45 de la N.F.P.A. (1989) que limita el tamaño máximo de los recipientes en función del material con que se ha fabricado y el grado de inflamabilidad del contenido siempre que éste sea líquido (inflamable o combustible). Para el caso de recipientes de plástico y en función del punto de inflamación (Pl) v el punto de ebullición (PE) tenemos:
Los envases recuperados deberán limpiarse adecuadamente y no utilizarlos para productos químicos peligrosos para los que no hayan sido homologados.
La renovación de los envases en circulación se hará con unos criterios objetivos en base a la fecha de fabricación (mes y año) que debe llevar cada envase troquelada. La vida útil será de 5 años a no ser que antes se detecte cualquier anomalía que obligará a desechar el envase en cuestión.
Se debe cuidar en todo momento la adecuación del envase al producto químico que vaya a contener en función del tipo de homologación que haya obtenido.
Es conveniente que la temperatura a la que esté sometido el envase se mantenga en una banda que vaya de los -10º C a los 60º C. Evitar el llenado de envases a temperaturas perjudiciales para las materias primas que lo componen.
Los envases pueden ser protegidos por contenedores hechos a base de hilos de acero plastificados, que para el caso de líquidos especialmente peligrosos (por ej. ácido fluorhídrico), se deberían complementar con rellenos exteriores absorbentes, tales como la vermiculita.
Las personas que deban manipular y trasvasar productos químicos peligrosos deberán estar informadas de los riesgos que conllevan los mismos y de la forma de realizar su trabajo de una forma segura teniendo en cuenta antes el efectuar el trasvase el descargar la presión interna del envase, evitando el vertido libre.
Para trasvases entre envases más grandes se deberán utilizar equipos portátiles de bombeo o instalaciones fijas.
Evitar el trasvase manual por vertido libre salvo para envases de pequeña capacidad (1,5 I o menos).
Limpieza de los envases que se vayan a reutilizar aunque sea para contener el mismo producto.
Utilizar sistemas de basculación de envases para envases de capacidades comprendidas entre 10 y 20 litros.
Dotar a los envases de grifos que faciliten el control del vaciado, sobretodo para envases de 20 I o más.
Disponer de rebosadero controlado para evitar que los derrames se dispersen.
Disponer de sistemas de control visual de llenado que permitan cortar el llenado en el momento adecuado.
Instalar indicadores de nivel con sistemas automáticos de corte de la carga.
Los trasvases se deben hacer en zonas bien ventiladas de forma natural o forzada mediante extracción localizada. En caso de trasvasar líquidos de las subclases A2 y B1 deberá existir una ventilación forzada de 0,3 m3 / min.m2 de superficie. La ventilación se canalizará al exterior mediante conductos exclusivos para este fin.
Controlar los derrames y residuos, eliminándolos con métodos seguros.
Mantener los recipientes que contengan estos productos cerrados herméticamente.
Controlar totalmente los posibles focos de ignición no efectuando trasvases en presencia de llamas.
Si existe zona de trasvase, ésta se considerará Clase I, Zona 0, y el material eléctrico deberá ser de seguridad intrínseca, es decir clasificado Exi. Asimismo el posible vestíbulo existente entre la zona de trasvase y el almacén se debe considerar Clase I, Zona I e instalar un muro RF-180. El material eléctrico a instalar incluirá protecciones con el fin de eludir la ignición de la atmósfera circundante (Material Ex).
El local debe estar dotado de una instalación eléctrica antideflagrante.
NOTA : Los productos de la clase A2 son productos de la clase A que se almacenan licuados a una temperatura inferior a 0º C y los de la clase 81 son productos de la clase B con un punto de inflamación inferior a 38º C. Todo ello según lo indicado en la Instrucción Técnica Complementaria MIE-APQ-001, "Almacenamiento de líquidos inflamables y combustibles del Reglamento de Almacenamiento de Productos Químicos (R.D. 668/1 980).
Para evitar la existencia de atmósferas peligrosas en el interior de recipientes, se aplicarán sistemas de inertización siempre que sea posible.
Los trasvases se realizarán a velocidad lenta.
Los recipientes se llenarán empezando por el fondo evitando de esta forma las proyecciones y pulverizaciones.
Utilizar recipientes de materiales con la máxima conductividad posible.
En toda operación de trasvase, todas las partes metálicas deberán estar conectadas equipotencialmente, estando el conjunto puesto a tierra. Los trasvases en los que intervengan recipientes plásticos de tamaño superior a 30 I requerirán precauciones especiales.
Utilizar ropa de algodón y calzado conductor. Desechar la ropa de trabajo a base de fibras acrílicas.
En general se deberá tener en cuenta el contenido de la NTP-225 referente a la generación de electricidad estática en el trasvase de líquidos inflamables.
Los depósitos grandes se deben llenar por el fondo, evitando el trasvase manual y utilizando medios de protección personal adecuados.
Para evitar o disminuir la degradación de los envases por los agentes atmosféricos o radiaciones (principalmente las ultravioletas), es conveniente su almacenamiento en almacenes cerrados, o protegidos de las radiaciones solares y lluvia mediante cualquier otro sistema de eficacia similar.
Hay que tener en cuenta que el envase plástico no es un envase seguro para proteger el contenido de la exposición al fuego.
Existen una serie de medidas básicas que permiten lograr el almacenamiento seguro de sustancias peligrosas:
Almacenar las sustancias peligrosas en locales separados y agrupadas por clases y respetando los productos incompatibles (por ejemplo los productos combustibles y los oxidantes) y las cantidades máximas.
Mantener una separación suficiente de los distintos productos mediante distanciamiento o paredes de suficiente resistencia al fuego.
Los accesos de las puertas deben estar despejados y las vías de tránsito y las superficies de almacenamiento, deben estar convenientemente señalizadas.
La anchura de las vías de tránsito de los almacenes estará en función del tipo de vehículos o personas que deban circular por ellas.
El almacenamiento en altura requiere siempre y más en este caso, especial cuidado para asegurar la estabilidad y evitar caídas o desprendimientos que conducirían casi irreversiblemente a su rotura a partir de alturas considerables.
Los envases de polietileno y polipropileno se deben alejar de los focos de ignición debiéndose tomar las siguientes medidas principales en los locales donde estén depositados o almacenados:
Prohibir fumar
Prohibición de llamas desnudas
Utilizar sólo equipos eléctricos (taladros, lámparas, etc.) autorizados
No se deben realizar trabajos que produzcan chispas o generen calor (esmerilar, soldar, amolar, etc.) Por otro lado se deben disponer de los medios más adecuados de lucha contra incendios.
Además es conveniente la instalación de medios auxiliares de protección como pueden ser duchas y lavaojos en las proximidades de las zonas donde se manipulen envases conteniendo productos químicos peligrosos. Los trabajadores que deban manipular productos químicos peligrosos deberán disponer de protecciones personales normalizadas adecuadas al tipo de operaciones que deban realizar.
Contrariamente a la opinión generalizada, los envases plásticos no ofrecen una garantía de seguridad absoluta durante su utilización para contener productos químicos peligrosos ya que pueden:
Sufrir fisuraciones, agrietamientos o roturas.
Presentar formas mal adaptadas a su manutención, o no asegurando una estabilidad adecuada en almacenamiento.
Estar desprovistos de sistemas de sujeción, mal diseñados o insuficientes.
Estar provistos de un número insuficiente de aberturas o dispositivos de cierre difíciles de manipular.
Por otro lado es básico controlar la calidad de las materias primas por parte de las empresas fabricantes; tanto estas como las empresas consumidoras deberán prestar especial atención a los siguientes puntos:
Eliminar la palabra "irrompible" como calificativo de los envases plásticos.
Evitar el manejo incontrolado de los envases siendo recomendable el protegerlos, además, con contenedores para efectuar su transporte.
Identificar adecuadamente el producto contenido por el envase, controlando su vida útil en caso de reutilización.
Adaptar la forma de los envases a la utilización ulterior, dando preferencia a las formas circulares.
Dotar a los envases de sistemas de sujeción que estén integrados en el propio envase de forma preferente y si se les dota de asas, éstas deberán ser dobles y de suficiente resistencia para soportar el peso del envase lleno.
Suprimir los cierres de cápsulas y sustituirlos por cierres de seguridad de rosca y que garantice la máxima estanqueidad.
Prever en los envases de capacidad superior a 60 litros una segunda abertura de descompresión.
Almacenar los envases plásticos en lugares cubiertos.
Limitar en lo posible su uso para la contención de líquidos inflamables.
Todo ello debe complementarse con el control de los siguientes puntos:
Duración del envase y estado del mismo
Someter a los procesos de homologación cualquier envase nuevo o de productos de recuperación en función del producto que vaya a contener. Esto es conveniente hacerlo cada vez que el envase vaya a cambiar de contenido.
Cuadro resumen de factores de riesgo, causas y medidas preventivas de los envases plásticos |
Diseño |
|
Fabricación |
|
Utilización |
|
En la NTP 381 se incluye la lagislación y bibliografía necesaria para la elaboración de esta NTP